
1.Giriş
Bir sınır olmamasına karşın 3 mm üstündeki boyut küçültme işlemi “kırma”, 3 mm altındakiler
de “öğütme” olarak kabul edilmektedir.
Kırma-boyutlandırma-öğütme devrelerinde değişik kırıcılar, elekler, yaygın olarak çubuklu
değirmen sonrası siklonla ters kapalı devre çalışan II.aşama öğütme devresiyle açık devre
çalışan III.aşama öğütme devresi kullanılmaktadır.
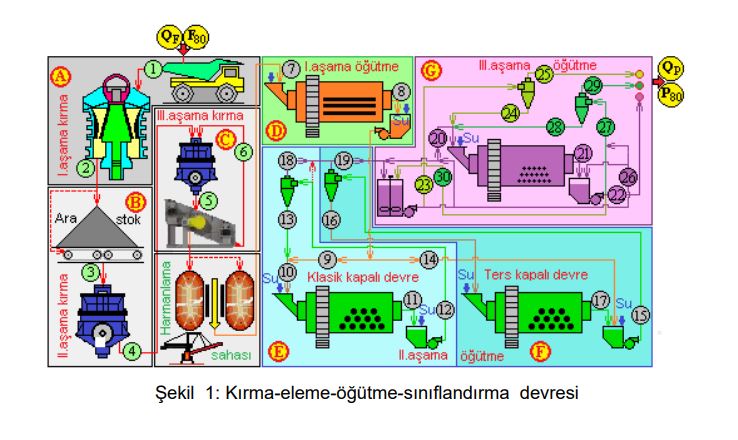
Şekil 1’de cevherin üretiminden başlayarak serbestleşmesi için kırma, boyutlandırma, öğütme
ve sınıflandırıcı ekipmandan oluşturulmuş klasik bir boyut küçültme devresi akım şeması
verilmiştir. Çoğu zaman bu süreçin içinde manyetik özellik taşıyan demir cevheri ya da iri boyutta
serbestleşebilen krom gibi cevherlerin ön zenginleştirilmesi amacıyla ekipman da yer
almaktadır. Bazen de II.aşama öğütme sonrası flotasyon devrelerinden alınan ara ürün
III.kademe öğütmeye gönderilmektedir.
Ön zenginleştirme ekipmanı tesis kapasitesini artırırken tesis maliyetini de ciddi oranda
düşürmektedir. Bu akım şemasında olduğu gibi boyut küçültme devresinde ön zenginleştirme
ekipmanı yoksa tesise beslenen QF, tesisten öğütülmüş olan çıkan QP miktarına eşit olacaktır.
Her tesis belirli bir kapasiteye uygun kurulmuştur. Ancak her zaman bu kapasitenin (+) ya da (-)
yönde bir aralığı vardır. Şekil 1’deki devrede III.aşama öğütme sonrası istenilen boyutta
öğütülmüş cevher alındığı sürece tesis kapasitesi arttırılabilecektir. Tesis kapasitesi artırılırken
bir noktadan sonra cevher istenilen boyutta öğütülmeyecek ya da cevher akışı devrenin bir
bölgesinde tıkanacaktır. Yapılmış çalışma sonuçları değerlendirilip tıkanan bölge ya da
bölgelerdeki sorunların çözümüyle tesis kapasitesinin bir değere kadar artırılması söz konusu
olabilmektedir.
Şekil 1’deki kırma-boyutlandırma-öğütme devresinde amaç 3 aşama kırma ve 3 aşama öğütme
sonrası QF miktarında F80 boyutundaki cevheri, QP miktarında P80 boyutunda öğütmektir.
Devrede ön zenginleştirme ekipmanı olduğunda QF ≠ QP’dir. Devrede son ürün QP miktarındaki
P80(22, 25, 29) boyutundaki cevher büyük olasılıkla serbestleşmiş olup zenginleştirme devresine
gönderilecektir. Böyle bir devre iyi düzenlendiği ve işletildiği sürece her türlü cevherin 45 mikrona
kadar öğütülebilmesi olanağı vardır
2.Boyut küçültme devreleri
Şekil 1’deki akım şemasını boyut küçültme işlemi ile ilgili bölümlere ayırma olanağı vardır:
➢ Birinci aşama kırma devresi, A
➢ İkinci aşama kırma devresi, B
➢ Üçüncü aşama kırma devresi, C
➢ Birinci aşama öğütme devresi, D
➢ İkinci aşama klasik kapalı öğütme devresi, E
➢ İkinci aşama ters kapalı öğütme devresi, F
➢ Üçüncü aşama seçenekli öğütme devresi, G
3.Kırma boyutlandırma devreleri
Kapasitesi yüksek metal madeni zenginleştirme tesislerinde I.aşama kırmada genellikle döner
kırıcılar kullanılmaktadır. Döner kırıcılar gyratory ya da konili kırıcılar olarak da
isimlendirilmektedir. Yüksek kapasiteleriyle ilk aşama kırıcı olarak vazgeçilmezliğini uzun
yıllardan bu yana korumaktadır. Günümüzde kapasiteleri 10.000 t/s üzerine çıkmıştır. Kırılacak
cevher büyük kamyonlardan ya da alttan boşalan vagonlardan doğrudan kırıcı ağzına
beslenmektedir.
Döner kırıcı büyüklüğüne bağlı olarak kırıcı ağzından geçebilen sahadan üretilmiş her boyuttaki
cevheri kırabilmektedir. Döner kırıcılarda kırma oranı 4:1 ile 10:1 arasında değişmektedir.
Kırılmış cevherin üst boyutu 10-16 cm kadardır.
Tesis kapasitesine bağlı olarak I.kademe kırıcı olarak çeneli ve darbeli kırıcılar da
kullanılmaktadır. Çeneli kırıcıların kapasiteleri 750 t/s, küçültme oranı 4:1-9:1 arasında
değişmektedir. Kırıcıdan çıkan kırılmış cevherin üst boyutu 10-16 cm civarındadır. Kırılabilecek
en büyük kayaç boyutu, kayacın kırıcı ağzına düşüş şekline bağlıdır.

Tek rotorlu birinci aşama darbeli kırıcılarla 2500 t/s, 1900 mm boyutundaki orta sertlikte
kayaçları 80 mm boyuta, çift rotorlu birinci aşama darbeli kırıcılarla 1650 t/s kapasite ile 1700
mm boyutundaki orta sertlikte kayaçları 80 mm boyuta kırılabilmektedir.
I.aşama kırma sonrası cevheri daha ince boyutta kırmak için kullanılacak kırıcı ve elek
kapasitelerine uygun olarak birden fazla devre oluşturulmaktadır. Bu aşamadan sonra cevher
II.aşama kırıcıya gönderilmektedir. İki kırıcı arasında genellikle stok sahası yoktur. Stok sahası
olması durumunda kapasitesi düşüktür. II.aşama kırıcı öncesi yerleştirilecek besleme bunkerleri
kırıcıya düzgün bir besleme sağlamaktadır. Kapasiteleri düşük olsa da bu bunkerler aynı
zamanda cevherin stoklanmaktadır.
Konik kırıcılar II. ve III. aşama kırma devrelerinde kullanılmaktadır. Konik kırıcılar standart ve
kısa kafalı “short head” konik kırıcılar olarak iki gruba ayrılmaktadır. Standart konik kırıcıları
“ince”, “orta” ve “iri” boyutlu, kısa kafalı konik kırıcılar da “çok ince, “ince”, “orta” ve “kaba”
boyutlu kırma işleminde kullanılan kırıcılar olarak gruplandırma olanağı vardır.
II. aşama kırmada standart konik kırıcılarda 10-60 cm cevher 3:1 ile 5:1 arasında değişen
küçültme oranları ile 6-10 cm’ye kadar kırılabilmekte, çoğu zaman da kırıcı açık devre
çalıştırılmaktadır.
Kısa kafalı konik kırıcılar III. bazen de IV.aşama kırıcı olarak kullanılmaktadır. Cevher hazırlama
tesislerinde III.aşama kırıcılardan çıkan cevher çoğu zaman öğütme devrelerine
gönderilmektedir. Bu nedenle değirmen öncesi kırıcılar bir elekle kapalı devre olarak
çalıştırılmaktadır. Bu kırıcıların küçültme oranı 2:1 ile 3:1 arasında olup kırılmış cevher boyutu
10-20 mm arasındadır.

Çoğu zaman IV.aşama kırma devresi hazırlanmamaktadır. Kullanıldığında IV.aşama kırıcılara
beslenen cevher boyutu 4-5 cm, küçültme oranı 6:1 civarındadır. Bu kırıcılar kapalı devre
çalıştırıldığında ürün boyutu -6 mm civarında olup kırıcıya bağlı olarak -1.5 mm boyutunda
kırılmış cevher elde etme olanağı vardır. IV.aşama kapalı kırma devrelerinde devreden cevher
miktarı oldukça yüksek olup kırıcı etkinliği düşüktür.
Şekil 6 ve Şekil 7’de değişik seçenekli kırma-boyutlandırma devreleri gösterilmiştir. Bunlara ek
olarak daha karmaşık devreler hazırlama olanağı vardır. Yaygın olarak II.aşama kırma devreleri
açık devre çalıştırılmaktadır. Ancak bu bir kural olmayıp gerektiğinde bir elekle kapalı devre olarak
Çoğu zaman IV.aşama kırma devresi hazırlanmamaktadır. Kullanıldığında IV.aşama kırıcılara
beslenen cevher boyutu 4-5 cm, küçültme oranı 6:1 civarındadır. Bu kırıcılar kapalı devre
çalıştırıldığında ürün boyutu -6 mm civarında olup kırıcıya bağlı olarak -1.5 mm boyutunda
kırılmış cevher elde etme olanağı vardır. IV.aşama kapalı kırma devrelerinde devreden cevher
miktarı oldukça yüksek olup kırıcı etkinliği düşüktür.
Şekil 6 ve Şekil 7’de değişik seçenekli kırma-boyutlandırma devreleri gösterilmiştir. Bunlara ek
olarak daha karmaşık devreler hazırlama olanağı vardır. Yaygın olarak II.aşama kırma devreleri
açık devre çalıştırılmaktadır. Ancak bu bir kural olmayıp gerektiğinde bir elekle kapalı devre olarak

Tesis planlanırken kapasite ve cevhere bağlı en uygun devre seçilecektir. Tesis çalışırken bu
devreler mutlaka iyileştirme amacıyla değiştirilecektir. Bu nedenle devreler fiziki olarak yeni
ekipman ilavesine uygun olacak şekilde planlanmalıdır.
Metal cevheri zenginleştirme tesislerinde II. ve III.aşama kırma devrelerinde konik kırıcı
kullanmak iyi sonuç vermekteedir. Bu kırıcılarda kırılmış cevher dağılımı düzgündür. Kapasite
sorunu da gerektiği sayıda devre hazırlanarak çözümlenmektedir.
Kırıcı etkinliğinin yüksek olması için düzgün bir besleme gerekmektedir. Bunun için de kırıcı
öncesi yeterli bir hacımde bunkerin olması her zaman önerilmektedir.
Tesis öncesi cevherin stoklanması, fiziksel ve kimyasal olarak karıştırılması için harmanlama
sahası oluşturulmalıdır. Harmanlama sahasında yığın yöntemi cevher boyutuna uygun
seçilmelidir. Şekil 8’de chevron, windrow ve bu iki yöntemin beraberce kullanılarak oluşturulmuş
cevher stok kesitleri gösterilmiştir.

Chevron yönteminde cevher yüksekten döküldüğünden doğal olarak segragasyon olarak
tanımlanan tane ayrışması oluşmakta, büyük cevher taneleri yığının yüzeyinden yuvarlanarak
tabanda toplanmaktadır. Yöntem basit olmasına karşın, stoklama sırasında oluşan tane
ayrışması nedeniyle 6-7 mm’den daha büyük boyutta cevherlerin harmanlanması için
önerilmemektedir.

Windrow yönteminde üst üste ve yan yana küçük yığınlar oluşturularak cevherin fiziksel ve
kimyasal olarak karışması sağlanmaktadır. Cevher oluşturulmuş stoktan tesise beslenirken
tekrar karıştığından, iyi bir homojenlik sağlanmaktadır.

Kırma boyutlandırma devresinde önemli olan cevher sahada üretilip ilk kırıcıya beslendikten
sonra tesise besleninceye kadar loder gibi yükleyici yada kamyon gibi taşıyıcı bir ekipmana
gerek duyulmamasıdır.

4. Öğütme devreleri
Şekil 1’deki devrede süreçte ön zenginleştirme ekipmanı olmadığından sahadan kırıcıya
beslenen cevher QF’in III.aşama öğütme devresindeki siklonlardan çıkan öğütülmüş cevher QP’e
eşittir.
Öğütme işlemi cevherin kırılması sonrası işlem olup cevherin zenginleştirilmesi için
serbestleştirilmesi ya da kullanım amacına uygun talep edilen boyut veya yüzey alanının elde
edilmesi olarak 3 amacı vardır;
i) Cevherin kullanım amacına uygun hale getirilmesi, örneğin kalker, dolomit ya da bazalt gibi
kayaçların kum üretilmesi için öğütülmesidir.
ii) Zenginleştirip konsantre elde etmek için cevherin “serbestleşme boyutuna” kadar öğütülmesi
gerekmektedir.
“Serbestleşme boyutu” bir cevher içindeki minerallerin birbirinden ayrılıp fiziki olarak bağımsız
hale geldikleri üst boyuttur. Zenginleştirme işleminde yüksek etkinlikle yüksek tenörlü konsantre
üretebilmenin ilk koşulu cevherin serbestleşme boyutuna öğütmesidir.
Cevher bir ya da birden çok sayıda mineral içerebilmektedir. Yapısına bağlı olarak her cevherin
içerdiği minerallerin serbestleşme boyutları farklıdır. Cevher hazırlama ve zenginleştirme
tesisleri ve öğütme devreleri de serbestleşme boyutlarına uygun olarak düzenlenmektedir.
iii) Serbestleşme boyutuna öğütülmüş cevherlerin zenginleştirilmesi ya da zenginleştirme sonrası
uygulanacak işleme uygun olarak daha ince öğütülmektedir.
Bazı cevherler serbestleşme boyutuna öğütülmüş de olsa tanenin flotasyon işleminde köpük
tarafından yüzeye taşınabilmesi için tane ağırlığının öğütülerek köpüğün taşıyabileceği ağırlığa
düşürülmesi gerekmektedir.
Demir ve krom gibi bazı cevher konsantrelerinde tane boyutu çok düşüktür. Bu konsantrelerin
yüksek fırınlarda ya da ark ocaklarında doğrudan kullanım olanağı yoktur. Konsantrelerin
kullanıma uygun hale getirilebilmesine yönelik topaklanıp peletlenebilmesi için konsantre tekrar
öğütülmektedir.
İnce öğütmede genellikle açık devre çalıştırılan bilyalı değirmenler kullanılmaktatır. Bu
değirmenler uygun bir sınıflandırıcıyla kapalı devre olarak da çalıştırılabilmektedir. Öğütme
devresinde sorun yaşandığında çoğu zaman bilya ilavesi, bilya boyutu değiştirilerek, değirmen
kapasiteyle oynanarak ya da pülp yoğunluğu ayarlanarak kolayca çözümlenmektedir.
5.Açık ve kapalı devreler
Cevher hazırlama ve zenginleştirme tesislerinde ilk aşama öğütmede çubuklu değirmenler,
II. ve gerektiğinde III. aşama bilyalı değirmenler öğütmede vazgeçilmez ekipmandır. Çubuklu
değirmenlerde iri boyutta cevher öğütme maliyeti bilyalı değirmenlerde iri boyutta öğütmeye göre
daha düşüktür. Bu nedenle çubuklu değirmende öğütülmesi gerekli cevher büyük çaplı bilya
kullanarak bilyalı değirmende öğütülmemelidir.
Bilyalı değirmenlerde öğütme işleminde açık ve kapalı öğütme devreleri kullanılmaktadır. Bilyalı
değirmen çıkışı boyut ve boyut dağılmı önemli olmadığında açık devre seçilmektedir.
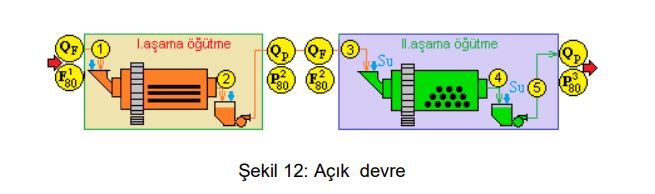
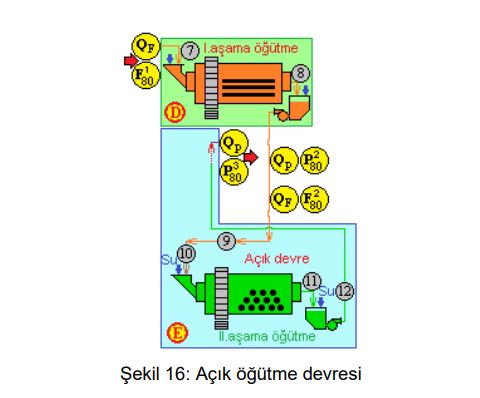
Açık öğütme devrelerinde sınıflandırıcı yoktur. Pülp yoğunluğu ve değirmendeki öğütücüye bağlı
olarak değirmene beslenen cevher öğütülerek bir sonraki aşamaya gönderilmektedir.
Öğütülmüş cevherin boyutunun kontrolü için öğütme devresine sınıflandırıcı yerleştirilmektedir.
Bu sınflandırıcıya gönderilen cevherin içindeki istenilen boyuta öğütülmüş cevher sınıflandırıcıdan
alınmakta, iri boyuttaki cevher gerekli boyuta öğütülünceye kadar değirmene geri
gönderilmektedir. Bu devreler kapalı devre olarak isimlendirilmektedir.
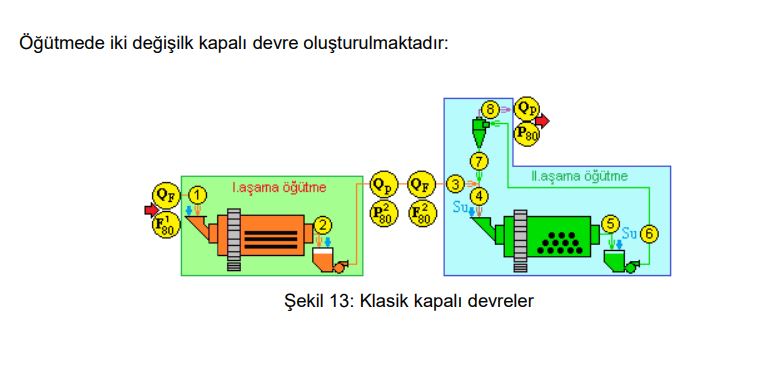
Klasik kapalı devrelerde çubuklu değirmen çıkışı doğrudan bilyalı değirmene, bilyalı değirmen
çıkışı siklona beslenmekte, siklon alt akımı bilyalı değirmene geri dönmektedir.
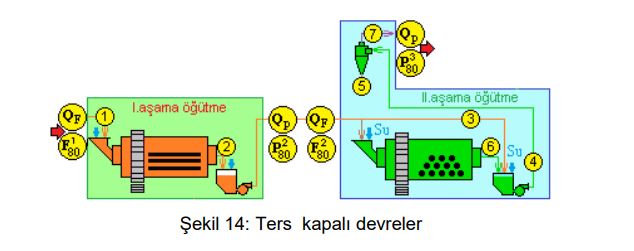
Ters kapalı devrelerde çubuklu değirmen çıkışı doğrudan siklona, siklon alt akımı bilyalı
değirmene gönderilmektedir.
Ters kapalı devrelerde pompa astarı, pompa fanı ve siklonlarda aşınma daha fazladır. Çünkü
çubuklu değirmen çıkışı öğütülmüş cevher boyutu büyük ve köşelidir. Ters kapalı devrelerde
çubuklu değirmen çıkışı öğütülmüş cevher içindeki bilyalı değirmen çıkış boyutunda cevher
olacağından bu cevher siklonlarda üst akım olarak ayrılmakta, bunun sonucu olarak da bilyalı
değirmen kapasitesi artmaktadır.
Klasik ve ters öğütme devresi seçimi çubuklu değirmen çıkışı cevher boyutu, bilyalı değirmen
çıkışı istenilen öğütülmüş boyuttaki cevher oranı ve cevherin özelliğine göre yapılmalıdır.
6.Öğütme devreleri
Değirmenlerle istenilen öğütme için öncelikle öğütme için uygun koşulların hazırlanmış olması
gerekmektedir:
➢ Değirmene öğütülmesi için beslenen cevher boyutu ve miktarı,
➢ Kullanılacak bilya/çubuk boyutu cevher boyutuna göre doğru hesaplanmış,
➢ Değirmen hacmının %40’ı bilya/çubuk ile doldurulmuş olmalıdır.
➢ Çubuklu değirmenlerde çubuk boyutları değirmen alınları arasındaki mesafeden 10-15 cm
kısa alınmalıdır.
➢ Çubuklu değirmen içindeki pülp yoğunluğu 2.00-2.30 gr/cm3
civarındadır. Bunun karşılığı pülpteki cevher oranı % 65-80 katı arasıdır.
➢ Bilyalı değirmen içindeki pülp yoğunluğu 2.00-2.20 gr/cm3 arası olup bu yoğunlukta pülpteki
cevher oranı % 60-70 katıdır.
➢ Çubuklu değirmenlerde iri boyutta öğütme yapılmaktadır. Bunun için çubuklu değirmenler
kritik hızın %65-70’i arasında çalıştırılmalıdır. Bu hızda değirmen içinde ortam “serbest
düşme” şeklinde hareket etmektedir. Daha düşük devirlerde değirmen çalıştırılmamalıdır.
➢ Çubuklu değirmenlerde ince boyutta öğütme için kayarak yuvarlanma söz konusu değildir.
➢ Bilyalı değirmenlerde lifter olarak anılan kaldırıcı çıkıntılar aşınmış olmamalıdır.
➢ Devredeki sınıflandırıcılar uygun basınç ve debide beslenmelidir.
➢ İnce öğütme için bilyalı değirmen kritik hızın %45-55’i aralığında çalıştırılmalıdır. Bu hızda
dönen değirmen içinde ortam hareketi “kayarak yuvarlanma” şeklindedir.
➢ Orta boyutta öğütmede bilyalı değirmen kritik hızın %55-65’i kadar döndürülmektedir. Bu hızda
ortam “kayarak yuvarlanma ve serbest düşme” şeklinde hareket etmektedir.
➢ İri boyutta öğütmede bilyalı değirmen devri kritik hızın %65-75’i arasında olup bu hızda
değirmen içinde ortam hareketi “serbest düşme ”şeklindedir
6.1 I. ve II. aşama öğütme devreleri
Çoğu zaman I.aşama öğütmede kullanılan çubuklu değirmen çıkışı II.aşama öğütme
devrelerinde kullanılan bilyalı değirmenere gönderilmektedir.
Şekil 1’deki boyut küçültme devresinde I. ve II.aşama öğütmede aşağıdaki kalsik ve ters kapalı
devreler ile açık öğütme devreleri oluşturulabilmektedir.

Klasik ve ters öğütme devreleri seçiminde çubuklu değirmen çıkışı cevher boyutu, bilyalı değirmen
çıkışı istenilen öğütülmüş boyuttaki cevher oranı ve cevherin özelliğine göre seçim yapılmalıdır.
Klasik kapalı devrelerde siklon ve pompa aşınmaları daha düşüktür.
Ters kapalı devrelerde çubuklu değirmen çıkışı öğütülmüş cevher içindeki bilyalı değirmen çıkış
boyutunda cevher olacağından bu cevher siklonlarda üst akım olarak ayrılmakta, bunun sonucu
da bilyalı değirmen kapasitesi artmaktadır. Ancak ters kapalı devrelerde pompa astarı, pompa
fanı ve siklonlarda aşınma daha fazladır. Çünkü çubuklu değirmen çıkışı öğütülmüş cevher
boyutu büyük ve köşelidir.
II.aşama değirmen çıkışı cevher boyut olarak olması gerekenden çok küçükse değirmene
beslenen cevher miktarı az olabilmektedir. Eğer kapasite tasarı değerlerine uygunsa devrede
atıl kapasite söz konusu olabilmektedir. Böyle bir durumda tesiste kapasite artışına gidilebileceği
gibi II.aşama öğütme devresinde yapılabilecek yeni bir düzenlemeyle III.aşama öğütme devre dışı
bırakılarak istenilen ürün II.aşama öğütme değirmeninden de alınabilecektir.
Çözüm için diğer bir seçenek de değirmen bilya yükünü azaltılarak II.aşama öğütme boyutu
istenilen değere yükseltmektir.
II.aşama değirmen çıkışı olması gerekenden daha iri boyutta ise devredeki pülp yoğunluğu
kontrol edilmelidir. Pülp yoğunluğu uygun değilse değirmenin girişine ilave edilen, çubuklu
değirmen girişi ve başta elekler olmak üzere değirmen öncesi ekipmana verilen su miktarı ile pülp
yoğunluğu ayarlanmalıdır.
Pülp yoğunluğunun uygun olması durumunda değirmen öğütmüyorsa öğütücü bilya miktarı
kontrol edilmelidir. Bunu da değirmenin çektiği güçten de anlama olanağı vardır. Eğer öğütücü
bilya eksikse ilave edilmelidir.
II.aşama öğütmede de siklon ve pompalardaki aşınma ile doğru seçilmemiş siklonlar öğütmeyi
etkilemektedir. Siklonların alt ve üst akımı kontrol edilerek doğru çalışıp çalışmadığı, ayırım
yapıp yapmadığı gözlenmelidir.
Bilya miktarı ve pülp yoğunluğu düzeltildiğinde öğütmeden gerekli sonuç alınamıyorsa, değirmen
içindeki astarlar aşınmış, kaldırma özelliğini yitirmiş olabilmektedir. Esasen öğütülen cevher ve
değirmenin çalışma saatine bağlı olarak astarlar aşındıysa bakım sırasında değiştirilmeleri için
önceden planlanmış olması gerekmektedir.
Çubuklu değirmen çıkışı II.aşama bilyalı değirmene beslenen cevher boyut ve miktarı olması
gerekenden büyükse çubuk miktarı yeterli olmayabilmekte ya da değirmen astarları aşınmış
olabilmektedir.
Genellikle çubuklu değirmene cevher kuru olarak beslendiğinden öğütme için gerekli su cevher
ile birlikte değirmen giriş ağzından verilmektedir. İlave edilen su miktarı daha sonraki öğütme
aşamalarında pülp yoğunluğunun ayarlanabilmesi için önemlidir. Bu nedenle çubuklu
değirmene gereğinden fazla su ilave edilmemelidir.
Çubuklu değirmene beslenen cevherin elek analizlerinde kayda değer bir değişiklik söz konusu
olduğunda büyük olasılıkla kırıcının astarları değiştirilmiş, kırıcı ağız açıklığı daraltmış ya da
genişletilmiş, elek açıklıkları yeniden düzenlenmiş olabilmektedir. Zaten bu değişikliklerin
biliniyor ve hazırlıklı olunması gerekmektedir.
Çubuklu değirmende kontrol edilemeyeceği durum değirmene öğütmek için gerektiğinden daha
iri boyutta cevher beslenmesidir. Sorunu cevher miktarını düşürerek bir noktaya kadar çözmek
mümkündür. Böyle bir durumda da tesis kapasitesi düşeceğinden istenmeyecektir. Bunun yerine
kırıcı çıkışı ve eleme devrelerinde iyileştirme yapılması daha uygundur. Kırma devresine yeni bir
kırıcı eklemek de soruna çözüm olabilecektir. Çünkü çubuklu değirmene öğütmek için
gönderilecek cevher boyutu düştükçe değirmen kapasitesi artacaktır.
Deneyimli bir mühendis yerçekimi yönteminin uygulandığı, deri ile temas ettiğinde zarar
vermeyecek krom, demir cevheri zenginleştirme tesislerinde parmak uçlarıyla öğütülmüş cevher
boyutu hakkında bir fikir edinebilmelidir. Ancak öğütme öncesi ve öğütme devrelerinde değişik
kimyasalların kullanıldığı ya da deriyle temas ettiğinde zarar verecek cevherin zenginleştirildiği
tesislerde öğütülmüş cevheri çıplak elle ya da elin parmak uçlarıyla kontrol etmek insan sağlığı
açısından tehlikeli ve sakıncalıdır.
6.2 III.aşama öğütme değirmenleri
Bu bölümde Şekil 1’deki akım şemasında oluşturulabilecek III.aşama öğütme devreleri
gösterilmiştir. Kuşkusuz akım şemasında amaç istenilen boyutta cevher üretmektir.
III.aşama öğütmeye beslenen cevher genellikle II.aşama öğütmede siklon üst akımı olup önce
tanka gönderilmesinde fayda vardır. Tank III.aşama değirmenlere besleme sürekliliği sağlarken
aynı zamanda tankla stoklama ve nispeten homojenleştirme işlemi de gerçekleşmektedir.
III.aşama öğütmenin amacı, cevherin serbestleşme boyutuna, ön zenginleştirilmiş cevher
konsantresi ya da ara ürünün serbestleşme boyutuna, büyük boyutta serbestleşen ön
zenginleştirilmiş cevherin daha küçük boyutta, bazı konsantrelerin peletlenmesi gibi bir sonraki
işlem için daha ince boyutta öğütme olabilmektedir.
III.aşama öğütmede açık ve kapalı devre olarak iki temel devre hazırlanabilmektedır.
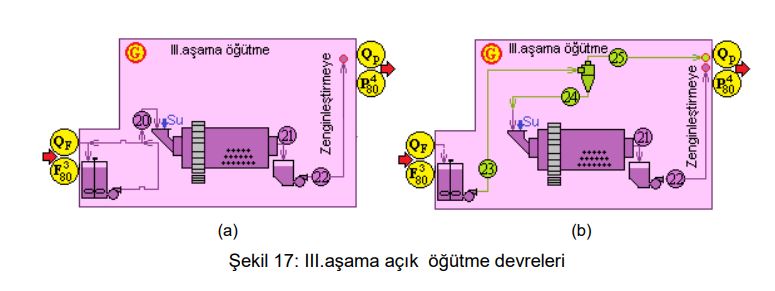
III.aşama öğütme genellikle Şekil 17(a)dak gibi açık devre yapılmaktadır. Devrede herhangi bir
sınıflandırıcı yoktur. II.aşama öğütmeden gelen cevher doğrudan değirmene verilmekte, cevher
uygun boyuta öğütülmüş olarak değirmenden çıkmaktadır. Bu devrede III.aşama değirmende
bilya yükünün tam olması için değirmen gücünün sürekli takip edilmesi, bilyanın zamanında, bir
defada değil sürekli yüklenmesi, astarların aşınmış olmaması, değirmen devrinin doğru olması
gerekmektedir.
Şekil 17(b)’de de diğer bir açık devre gösterilmiştir. Bu devrede II.aşama değirmenden gelen
cevher siklona gönderilmekte, siklonunun üst akımı III.aşamada amaçlanan boyuttaki cevher
devreden alınarak iri boyuttaki cevher III.aşama değirmene gönderilmektedir. Değirmen çıkışı da
herhangi bir siklona gönderilmeden ürün olarak alınmaktadır. Bu seçenekte öğütme devresinin
kapasitesi yüksektir.
Genellikle III.aşamada öğütmede 20-25 mm boyutunda bilya/silpeps kullanıldığından çoğu
zaman öğütücü boyutunda sorun yaşanmamaktadır.
Şekil 18’deki açık III.aşama öğütme kapalı devre yapılmaktadır. 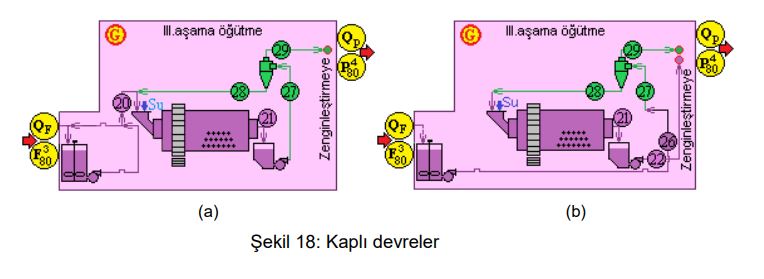
Şekil 18(a)’de II.aşama öğütmeden gelen cevher önce değirmene sonra sınıflandırıcıya,
sınıflandırıcı alt akımı değirmene, Şekil 18(b)’de cevher önce siklona siklon alt akımı değirmene
gönderilmektedir. Bu devrelerden ilki klasik kapalı devre ikincisi ters kapalı devre olarak
bilinmektedir. Ters kapalı devrede siklona beslenen cevher devreye yeni giren cevher ile
değirmen çıkışı pompa havuznda karışmaktadır.
Bu devrelere ilava olarak başka III. aşama öğütme devreleri de oluşturulabilmektedir. Örneğin
Şekil 19’daki devrede kapalı devrede siklona basılan cevher değirmen çıkışı ile devreye yeni
giren cevher giriş tankında karıştırılmaktadır.
Şekil 19’da devrede sınıflandırıcı olarak II.aşama öğütmeden gelen cevher ve III.aşama
değirmen çıkışı için iki ayrı siklon grubu kullanılmıştır.
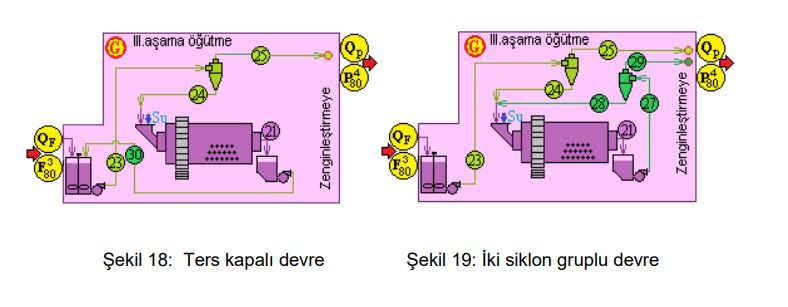
Bu akım şemasında II. aşama öğütme devresinden gelen öğütülmüş cevher açık devre çalışan
ilk siklona beslenmekte, sikon üst akımı devreden alınırken alt akım değirmene gönderilmektedir.
Değirmen çıkışı da kapalı devre çalışan ikinci siklona gönderilmekte, siklon alt akımı değirmene
geri dönerken üst akım devreden alınmaktadır. Siklon boyutları ayarlanarank bu devreden iki
ayrı boyutta öğütülmüş cevher de alınabilme olanağı vardır.
7. Sonuç
III.aşama öğütme devresi sonunda cevher amaçlanan boyuta öğütülememesi durumunda ilk
olarak II.aşama öğütmeden devreye uygun boyutta cevherin beslenip beslenmediği kontrol
edilmelidir. Beslenen cevher boyut olarak uygunsa çözülmesi gereken sorun III.aşama öğütme
devresindedir.
III.aşama öğütme değirmenlerine II.öğütme devresi siklon üst akımı gönderilmektedir. Bu nedenle
III. aşama değirmen yoğunluğu ayarlama olanağı sınırlıdır. Ancak siklon üst akımı yoğunsa,
III.aşama değirmendeki pülp yoğunluğu su ilavesiyle düşürülebilmektedir.
III.aşama değirmenlerde pülp yoğunluğu çok düşük olmadıkça, bilya yükü yakından takip edildiği
sürece açık devre yapılan ince öğütmede sorun yaşanmamaktadır.
III.aşama öğütmenin kapalı devre olması durumunda siklonların etkin çalışıp çalışmadığı, doğru
ayırıp yapıp yapmadığı elek analizlerinden izlenmelidir. Siklonlar etkin çalışmıyorsa bunun
nedenleri yanlış siklon seçimi, çalışan siklon sayısı, siklondaki aşınmalar, pompa fanındaki
aşınma nedeniyle pülpün siklona gerekli basınçta beslenmememsi olabilmektedir.

Bu devrede yaşanabilecek en önemli sorun bir önceki devreden olması gerektiğinden daha büyük
boyutta öğütülmüş cevherin III.aşama öğütme devresine beslenmesidir. Bu boyut olması
gereken sınırların çok dışında değilse III.aşama öğütme devresinde boyutla ilgili yaşanabilecek
sorunu bilya yükü, pülp yoğunluğu ve siklonlarla oynayarak çözme olanağı vardır. Aksi durumda
boyutla ilgili sorunları belirlemek için önceki öğütme devrelerine gitmek gerekmektedir.
