
1.Giriş
Boyut küçültme işlemi madenin işletmede patlayıcı madde kullanarak üretimiyle başlamakta, son
kademe öğütme ile son bulmaktadır. Bu amaçla da kırıcılar ve değirmenler kullanılmaktadır.
Cevher hazırlama tesislerinde ilk yatırım ve işletme maliyeti en yüksek olan ekipman
değirmenlerdir. Tesislerde karşılaşılan sorunların başında da cevherin az ya da çok öğütülmesi
gelmektedir.
Kırma işleminin maliyeti öğütmeye göre düşüktür. Boyut küçüldükçe öğütme maliyetleri
artmaktadır. Bu nedenle cevher öğütme bölümüne mümkün olduğunca küçük boyutta kırılıp
gönderilmelidir
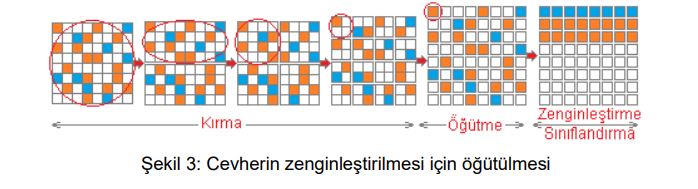
2. Boyut küçültmenin amacı
Sahada patlayıcı madde kullanarak cevher üretimi ile başlayan daha sonraki aşamalarda
değirmenlerde öğütme öncesi kırıcılarla yapılan boyut küçültme işlemi “kırma” olarak
isimlendirilmektedir.
Kapasitesi en yüksek kırıcılar döner kırıcılar gyratory ya da konili kırıcılar olarak da
isimlendirilmektedir
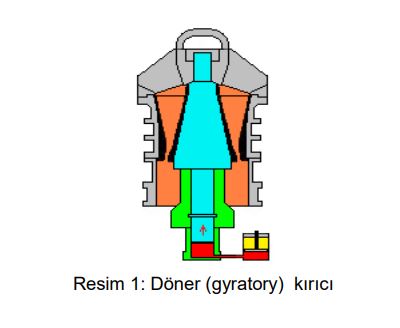
Bu kırıcıların kapasitesi 10.000 t/s üzerindedir. Büyük maden işletmelerde birinci aşama kırıcı
olarak kullanılmakta, kırılacak cevher büyük kamyonlardan ya da alttan boşalan vagonlardan
doğrudan kırıcı ağzına beslenmektedir.
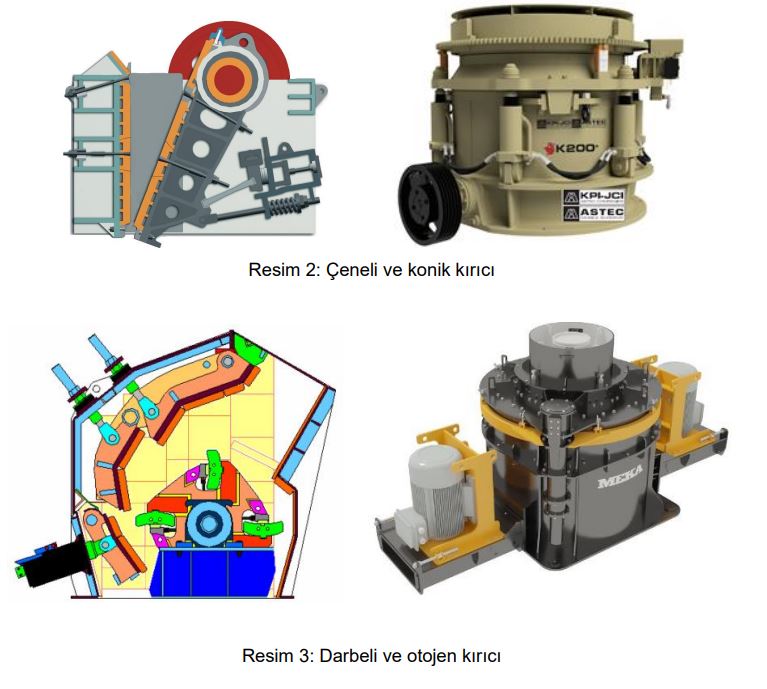
Kırma işlemi için yaygın olarak çeneli ve konik kırıcılar kullanılmaktadır. Son 30 yılda cevher
hazırlama tesislerinde otojen kırıcılarla darbeli kırıcılar da yaygın olarak kullanılmaya
başlanmıştır.
Belirlenmiş bir sınır olmamasına karşın 3 mm üstündeki boyut küçültme işlemi “kırma”, 3 mm
altındakiler de “öğütme” olarak kabul edilmektedir.
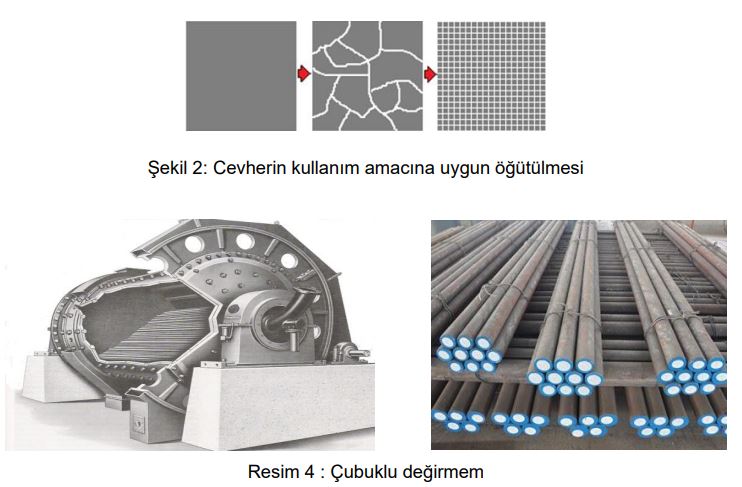
Öğütme işlemi cevherin kırılması sonrası işlem olup cevherin zenginleştirilmesi için
serbestleştirilmesi ya da kullanım amacına uygun talep edilen boyut veya yüzey alanını elde
edilmesi olarak 3 amacı vardır;
i) Cevherin kullanım amacına uygun hale getirilmesi, örneğin kalker, dolomit ya da bazalt gibi
kayaçların kum üretilmesi için öğütülmektedir.
ii) Zenginleştirip konsantre elde etmek için cevherin “serbestleşme boyutuna” kadar öğütülmesi
gerekmektedir.
“Serbestleşme boyutu” bir cevher içindeki minerallerin birbirinden ayrılıp fiziki olarak bağımsız
hale geldikleri üst boyuttur. Zenginleştirme işleminde yüksek etkinlikle yüksek tenörlü konsantre
üretebilmenin ilk koşulu cevherin serbestleşme boyutunda öğütmesidir.
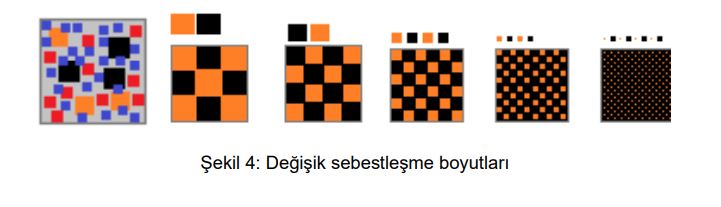
Cevher bir ya da birden çok sayıda mineral içerebilmektedir. Yapısına bağlı olarak her cevherin
içerdiği minerallerin serbestleşme boyutları farklıdır. Cevher hazırlama ve zenginleştirme
tesisleri ve öğütme devreleri de serbestleşme boyutlarına bağlı olarak düzenlenmektedir.

iii) Serbestleşme boyutuna öğütülmüş cevherlerin zenginleştirilmesi ya da zenginleştirme sonrası
uygulanacak işleme uygun boyuta daha ince öğütülmesi gerekmektedir.
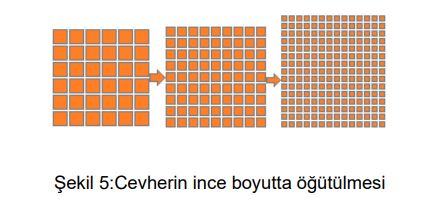
Serbestleşme boyutuna öğütülmüş de olsa bazı cevherlerin flotasyonda köpük tarafından
yüzeye taşınabilmesi için serbestleşme boyutunun da altında, köpüğün taşıyabileceği ağırlık
boyutunda öğütülmesi gerekmektedir.
Demir ve krom gibi bazı cevher konsantrelerinin kullanıma uygun hale getirilmesi amacıyla
peletlenebilmesine yönelik topaklanabilmesi için daha da ince boyutta öğütülmektedir.
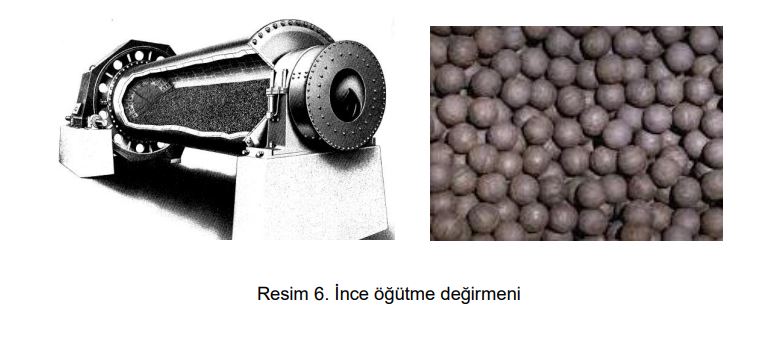
İnce öğütmede genellikle açık devre çalıştırılan bilyalı değirmenler kullanılmaktadır. Bu
değirmenler uygun bir sınıflandırıcıyla kapalı devre olarak da çalıştırılabilmektedir. Öğütme
devresinde sorun yaşandığında çoğu zaman bilya ilavesi, bilya boyutu değiştirilerek, değirmen
kapasiteyle oynanarak ya da pulp yoğunluğu değiştirilerek kolayca çözümlenmektedir.
Öğütmenin vazgeçilmezleri çubuklu ve bilyalı değirmenlerdir. Çubuklu değirmenlerde iri boyutta
cevher öğütme maliyeti bilyalı değirmenlerde iri boyutta öğütmeye göre daha düşüktür. Bu
nedenle çubuklu değirmende öğütülmesi gerekli cevher büyük çaplı bilya kullanarak bilyalı
değirmende öğütülmemelidir.
Her cevher otojen öğütmeye uygun değildir. Uygun cevherde otojen ya da yarı otojen
değirmenlerde öğütme işlemi maliyet olarak en uygun olanıdır.
Mikronize öğütme için çok değişik değirmenler kullanılmaktadır. Bu değirmenlerde kapasite
genellikle düşük, öğütme maliyetleri oldukça yüksektir.
İyi bir cevher harmanlama ve süreç yönetim sistemiyle tesise beslenen cevherin fiziksel ve
kimyasal özelliklerinin belirli değerler arasında kalması sağlanmaktadır. Ancak öğütme
devrelerine beslenen cevher özelliklerinin her zaman homojen olması ve bu homojenliğin
sürekliliği beklenmemelidir. Sınıflandırıcı olarak kullanılan siklon sayısı, siklona gönderilen
pulpın basıncı, pompa devirleri, beslenen cevher miktarı, pulp yoğunluğu gibi her birinin
değişiminde diğerlerinin etkilendiği süreç verileri öğütme işleminde etkin olmaktadır.
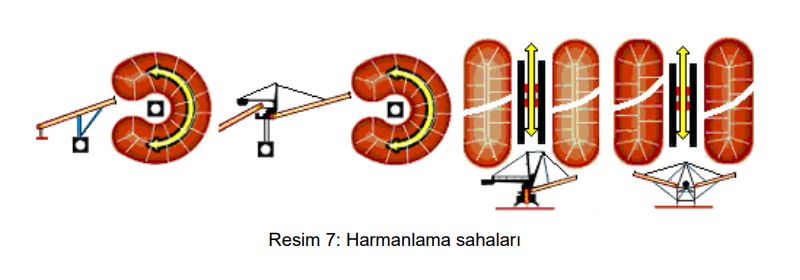
Cevherin öğütülebilirliği sahada cevherin mineralojik, kimyasal ve fiziksel özelliklerine, boyutuna,
tesis öncesi harmanlama sahasının hazırlanış şekline, bilyalı değirmenin öncesi çubuklu
değirmen, kırıcı ve eleklerin etkinliğine ve yapılan bakımlara bağlı olarak değişebilmektedir. Bu
nedenle çubuklu ya da bilyalı değirmenlerde öğütme ile ilgili bir sorun yaşandığında olası sorun
kaynaklarının madenin üretildiği ocaktan başlayarak tesis ile birlikte bir bütün içinde aranması
gerekmektedir.
Tesislerde cevher çeşidine ve öğütmenin amacına bağlı olarak çok değişik öğütme devreleri
oluşturulmaktadır. Öğütme devrelerini gerektiğinde tesis çalışırken de değiştirme olanağı vardır.
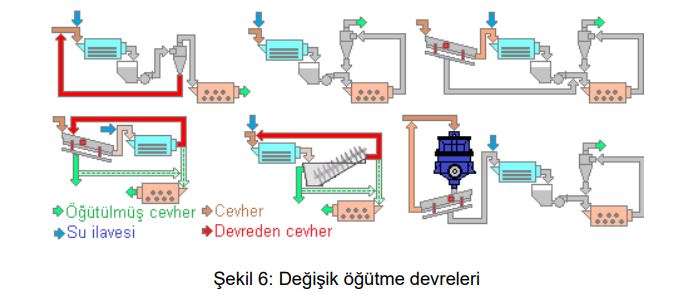
Bu devreler içinde en yaygın olanı “çubuklu değirmen öncesi elekle kapalı devre çalışan kırıcı,
çubuklu değirmen sonrası siklonla kapalı devre çalışan bilyalı değirmen öğütme devresidir”.
Boyut küçültme devreleri çok değişik de olsa öğütme devrelerinde yaşanabilecek olası sorun ve
çözümleri birbirlerinin benzeridir.
Şekil 7’de klasik boyut küçültme devresi gösterilmiştir. Böyle bir devrede ekipman
boyutlandırması doğru yapıldığında her türlü cevherin istenilen boyuta öğütülebilme olanağı
vardır.
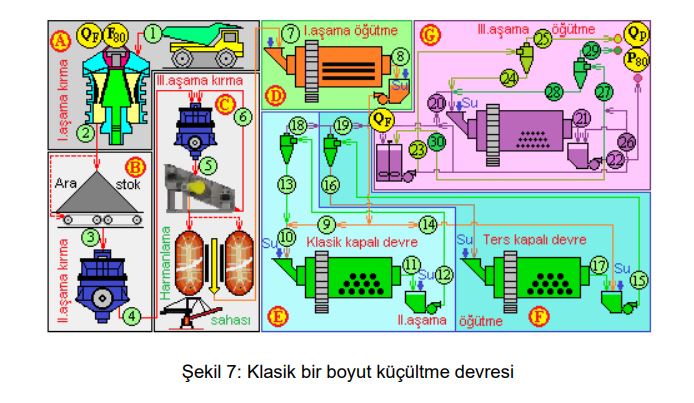
Cevher hazırlama tesislerinde boyut küçültme devrelerinde değişik boyutta darbeli ve çeneli
kırıcılar da yaygın olarak kullanılan kırıcılardır. Çubuklu ve bilyalı değirmenlere hemen hemen her
tesiste rastlanmaktadır. Sınıflandırıcı olarak da iri boyutta cevherler için elekler, ince boyutta
cevherlerin sınıflandırılmasında da yayın olarak siklonlar kullanılmaktadır.
Öğütme işleminde Şekil 8 ve Şekil 9’daki gibi ters ve klasik olarak iki değişik öğütme devresi
düzenlenmektedir:
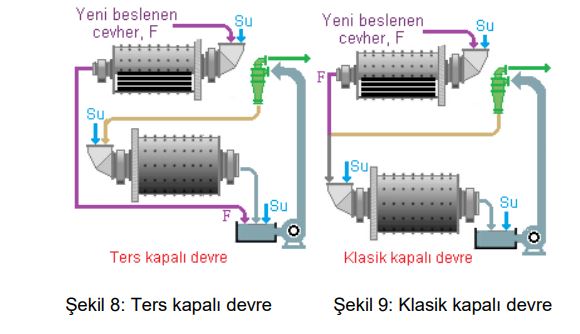
Ters kapalı devrelerde çubuklu değirmen çıkışı doğrudan siklona, siklon alt akımı bilyalı
değirmene gönderilmektedir.
Klasik kapalı devrelerde çubuklu değirmen çıkışı bilyalı değirmene, bilyalı değirmen çıkışı siklona
beslenmekte, siklon alt akımı bilyalı değirmene geri dönmektedir.
Ters kapalı devrelerde pompa astarı, pompa fanı ve siklonlarda aşınma daha fazladır. Çünkü
çubuklu değirmen çıkışı öğütülmüş cevher boyutu büyük ve köşelidir. Ters kapalı devrelerde
çubuklu değirmen çıkışı öğütülmüş cevher içindeki bilyalı değirmen çıkış boyutunda cevher
olacağından bu cevher siklonlarda üst akım olarak ayrılmakta, bunun sonucu da bilyalı değirmen
kapasitesi artmaktadır.
Klasik ve ters öğütme devresi seçimi çubuklu değirmen çıkışı cevher boyutu, bilyalı değirmen
çıkışı istenilen öğütülmüş boyuttaki cevher oranı ve cevherin özelliğine göre yapılmalıdır.
Geçmişten bu yana kırma-eleme-öğütme-zenginleştirme işlemlerine bakıldığında gerek ekipman
ve gerekse zenginleştirme yöntemlerinde kayda değer bir gelişme gözlenmemiştir. Günümüzde
gözlenen yenilikler de bazı özel minerallerin zenginleştirilmesine yönelik çalışmalarla birkaç yeni
ekipmandır. Ancak süreç kontrol sistemleri sürekli olarak geliştirilmektedir. Süreç kontrol
sistemlerin kullanılmasıyla cevher hazırlama tesislerinde yüksek etkinlik ve daha düşük
maliyetle üretim her zaman olduğundan daha önemli hale gelmiştir.
Günümüzde cevher hazırlama tesislerinde süreç yönetim ekipmanıyla cevher akışı istenildiği gibi
yönetilmektedir. Tesiste ölçülmesi gerekli ağırlık, yoğunluk, tenör, boyut dağılımı, akış miktarı,
seviye gibi değerler geliştirilen elektronik ekipmanla sürekli ölçülmekte, aynı ortamda ölçülen
değerler birbiri ile ilişkilendirilip değerlendirilmekte, cevher akışı yönetilmektedir. Her şeye karşın
bu sürecin vazgeçilmez kişisi de işi bilen mühendistir.
Cevher hazırlama ve zenginleştirme tesislerinde süreçten sorumlu mühendisler elektronik
cihazlar olmadan da tesisi yönetebilmelidir. Mühendisin bilgiyle donanımlı olması, tesiste görevli
elektrik ve makine gibi diğer mühendisi disiplinlerince ifade edilebilecek olası yanlış
bilgilendirmelere karşı da gereklidir. Diğer taraftan görevli mühendisler mevcut ekipmanı daha
da geliştirmek, yeni cevher hazırlama ekipmanı ve süreç kontrol sistemlerinin üretilmesi için
sürecin nasıl işlediğini yakından gözlemek bu konularda yeni fikirler oluşturmak zorundadır.
MADEN YÜKSEK MÜHENDİSİ NECATİ YILDIZ
